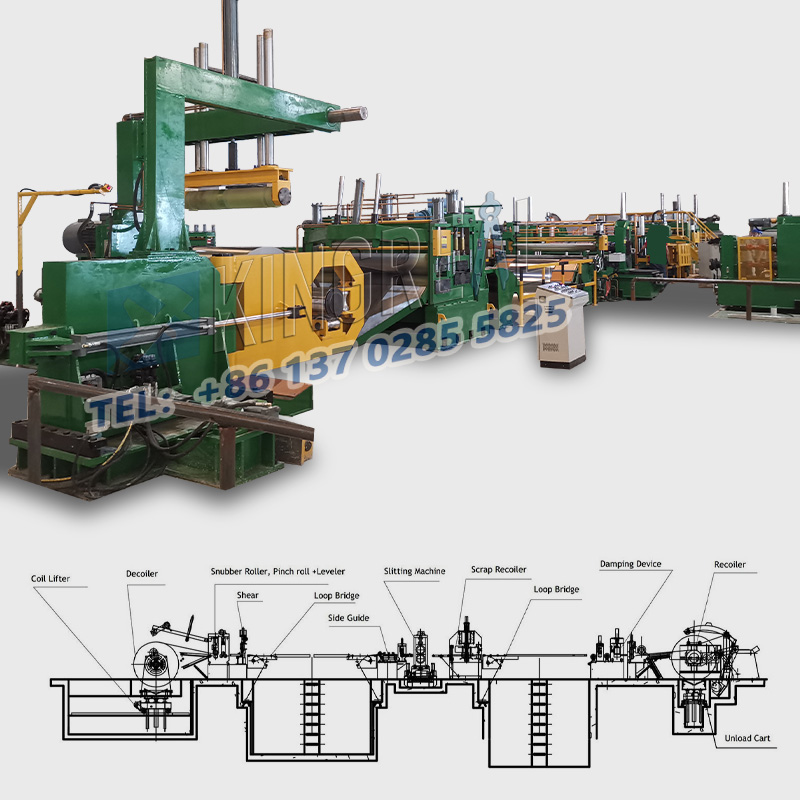
Mga metal slitting machineay malawakang ginagamit sa industriya ng pagpoproseso ng metal, pangunahin para sa pagputol ng malalaking rolyo ng materyal na metal sa ilang makitid na piraso. Gayunpaman, sa aktwal na operasyon, ang mga metal slitting lines ay maaaring makaranas ng iba't ibang abnormalidad, na humahantong sa pagbawas ng kahusayan sa pagproseso o materyal na basura. Ang artikulong ito ng KINGREAL STEEL SLITTER ay tutugon sa ilang karaniwang problema sa pagpapatakbo sa mga metal slitting machine at magbibigay ng kaukulang mga solusyon upang matulungan ang mga user na mas mahusay na magamit ang kanilang mga metal slitting lines.
1.1 Pagbagsak ng Coil
Pagkatapos ng slitting, kapag inalis ang steel coil sa reel, madalas itong bumagsak at nagiging hugis-itlog. Ang pangunahing dahilan para sa hindi pangkaraniwang bagay na ito ay hindi sapat na pag-igting sa panahon ng proseso ng paikot-ikot, o ang pagkakaroon ng kalawang-preventive na langis sa ibabaw ng bakal na strip, na pumipigil sa sapat na alitan sa pagitan ng mga layer. Upang malutas ang problemang ito, maaaring gawin ang mga sumusunod na hakbang:
1.1.1 Siguraduhin na sapat ang tensyon sa panahon ng proseso ng paikot-ikot upang maiwasan ang pagpapapangit ng coil.
1.1.2 Regular na siyasatin ang ibabaw ng steel strip upang matiyak na ito ay malinis at walang langis, kaya tinitiyak ang magandang friction sa pagitan ng mga layer.
1.2 Hindi pantay na Steel Coil Edges
Ang hindi pantay na mga gilid ng bakal na coil ay pangunahing sanhi ng mga sumusunod na salik:
1.2.1 Mahinang Tensyon: Ang mahinang tensyon sa simula ng paikot-ikot at malakas na tensyon sa dulo ng paikot-ikot ay humahantong sa hindi pantay na paikot-ikot. Upang maiwasan ito, ang pag-igting ay dapat na tumaas sa simula ng paikot-ikot at nabawasan sa dulo.
1.2.2 Hindi pantay na Pamamahagi ng Tensyon: Kung ang steel strip ay hindi naputol nang diretso sa nangungunang gilid, o ang mga clamp ay kumagat sa nangungunang gilid ng steel strip habang pinuputol, ito ay hahantong sa hindi pantay na pamamahagi ng tensyon. Bago ang operasyon, kumpirmahin na ang slitting strip ay mahigpit na nakakabit sa ibabaw ng reel upang matiyak ang pantay na tensyon.
1.2.3 Oscillation sa Loop Pit: Kung ang steel strip ay nag-oscillate mula sa gilid patungo sa gilid sa loop pit, at ang mga maliliit na guide roller ay hindi maayos na naayos, maaari itong magdulot ng mga pagbabago sa anggulo ng tension plate, na magreresulta sa hindi pantay na paikot-ikot. Upang bawasan ang oscillation, maaaring gumamit ng carpet o felt pagkatapos ng loop pit para makipag-ugnayan sa steel strip surface, at dapat ayusin ang maliliit na guide roller.
1.2.4 Pagbuo ng Burr: Para sa makitid na steel strips, ang malalaking burr o hindi pare-parehong burr sa magkabilang panig habang pinuputol ay maaaring humantong sa hindi pantay na paikot-ikot. Inirerekomenda na i-flip ang steel strip na may mga burr na nakaharap paitaas sa loop pit upang ang mga burr ay nakaharap pababa, na epektibong maiwasan ang problemang ito.
Pagkatapos ng slitting, ang steel strip ay maaaring magpakita ng deformation tulad ng lateral bending. Ang mga dahilan ay medyo kumplikado:
2.1 Hindi pantay na Shear Gap:
Sa isangmetal slitting machine, ang mga hindi tumpak na reference point sa balikat ng cutter shaft, labis na axial clearance ng cutter shaft bearing, o mga error sa spacer o kapal nito ay maaaring humantong sa hindi pantay na mga puwang ng gupit, na nagreresulta sa pagpapapangit. Ang regular na pag-inspeksyon at pag-calibrate sa metal slitting line upang matiyak na ang normal na operasyon nito ay epektibong makakapigil sa sitwasyong ito.
2.2 Pagkakaiba-iba ng Materyal na Kapal:
Ang pagkakaiba sa kapal sa pagitan ng gitna at gilid na bahagi ng malawak na materyal ay isang karaniwang problema, lalo na sa mga pinagsamang materyales. Dahil sa mga pagkakaiba sa katumpakan ng metal slitting line at mga diskarte sa pagsasaayos, ang mga pagkakaiba-iba ng kapal ng mga materyales mula sa iba't ibang mga tagagawa ay nag-iiba din. Inirerekomenda na magsagawa ng pagsubok sa kapal bago iproseso at ayusin ayon sa aktwal na pagkakaiba sa kapal.
2.3 Base Material Baluktot:
Ang panloob na stress na nabuo sa base na materyal sa panahon ng rolling ay tinatawag na potensyal na natitirang stress. Ang pagkawala ng balanse ng stress pagkatapos ng longitudinal slitting ay maaaring humantong sa steel strip bending. Samakatuwid, ang pagpili ng mataas na kalidad na hilaw na materyales at pag-optimize ng proseso ng pag-roll ay mahalagang mga solusyon.
2.4 Hindi Pare-parehong Burr o Edges:
Kung ang kapal ng plato ay mas malaki sa gilid na may mas malalaking burr sa panahon ng pag-coiling, ito ay hahantong sa mas malaking diameter ng coil at bubuo ng hugis-trumpeta na liko. Upang matugunan ito, ang isang papel na may naaangkop na kapal ay maaaring ipasok sa kabilang panig o isang proseso ng slitting ay maaaring pinagtibay.
2.5 Wavy Edges ng Strip:
Sa panahon ng proseso ng pag-coiling, ang pagkakaroon ng mga burr ay maaaring humantong sa pagtaas ng kapal sa gilid ng strip ng bakal, na nagreresulta sa pagpapahaba ng gilid. Sa panahon ng pagpapatakbo ng metal slitting machine, ang pahalang na clearance ay kailangang dagdagan upang mabawasan ang lateral pressure. Bilang karagdagan, ang paggamit ng mga blades na angkop para sa materyal na pinuputol at pagbabawas ng pagkasira ng blade ay nakakatulong din upang malutas ang problemang ito.
3.1 Nahuli ng Blades
Kapag nag-slit ng makitid na strip na bakal, kung ang hugis daliri na pressure plate ay hindi ganap na napupunan ang puwang sa pagitan ng dalawang panlabas na blades, ang steel strip ay maaaring mahuli ng dalawang panlabas na blades, na nagreresulta sa mga creases. Ang isang epektibong diskarte upang maiwasan ang problemang ito ay upang punan ang puwang sa pagitan ng mga panlabas na blades na may flat pressure plate at tiyakin na ang kerosene ay regular na inilalapat sa mga blades upang mabawasan ang alitan.
3.2 Paglukot sa Winding Drum Jaws
Sa mga metal slitting machine, kung ang steel strip ay hindi magkasya nang mahigpit laban sa winding drum sa unang winding pass, maaaring magkaroon ng creases sa susunod na winding. Upang maiwasan ito, ang paikot-ikot na drum jaws ay dapat na regular na suriin, at dapat itong tiyakin na ang steel strip ay ligtas at mahigpit na nakakabit sa drum sa simula ng paikot-ikot.
4.1 Mga Blade Mark na Dulot ng Pressure Plate
Kung ang taas ng pressure plate ay hindi naaayon sa guide plate, maaari itong magdulot ng labis na presyon sa steel strip, na magreresulta sa mga marka ng talim. Samakatuwid, ang taas ng pressure plate ay dapat na regular na suriin at ayusin upang matiyak na ito ay pare-pareho sa taas ng guide plate.
4.2 Panginginig ng boses ng Blade Pressure Plate
Kapag ang blade pressure plate ay nag-vibrate pataas at pababa, maaari rin itong magdulot ng mga marka ng blade. Ang mga marka ng blade na ito ay kadalasang pasulput-sulpot, at ang mga pangunahing dahilan ay kinabibilangan ng spindle bending, labis na clearance sa pagitan ng blade at spindle, at sintering ng metal debris sa kabilang panig ng blade. Ang pagsuri sa kondisyon ng spindle at pagpapanatiling malinis ng mga blades ay maaaring epektibong mabawasan ang paglitaw ng mga marka ng talim.
Mga linya ng paghiwa ng metalhindi maaaring hindi makatagpo ng iba't ibang mga problema sa araw-araw na paggamit, ngunit maraming mga problema ang maaaring iwasan o pagaanin sa pamamagitan ng masusing inspeksyon at pagpapanatili. Ang pag-unawa at pag-unawa sa mga karaniwang problema at ang kanilang mga solusyon para sa mga metal slitting machine ay makakatulong sa mga user na ma-optimize ang mga proseso ng produksyon at mapabuti ang kahusayan sa trabaho. Umaasa ang KINGREAL STEEL SLITTER na ang mga mungkahi sa itaas ay magbibigay ng mahalagang sanggunian para sa iyo sa paggamit ng iyong metal slitting line at matiyak ang tuluy-tuloy at mahusay na operasyon nito. Kung mayroon kang anumang mga katanungan, mangyaring huwag mag-atubiling makipag-ugnayan sa KINGREAL STEEL SLITTER!