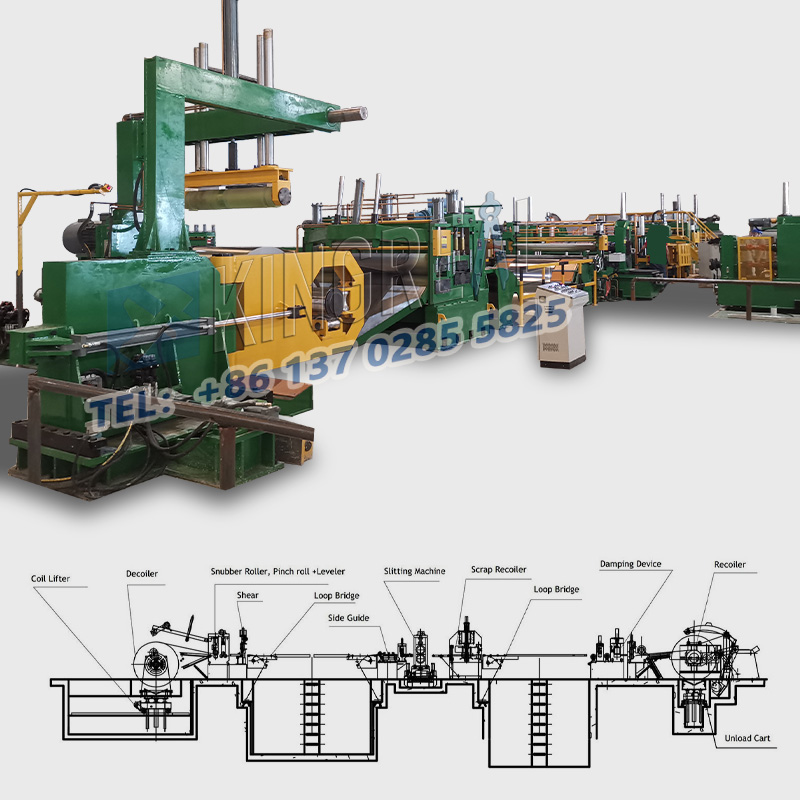
Steel coil slitting linesmagsagawa ng mga operasyon tulad ng pag-unwinding, slitting, at pag-rewinding ng malalawak na mga rolyo ng materyal upang makagawa ng makitid na piraso na may mataas na katumpakan at walang burr. Gayunpaman, maaaring mangyari ang ilang abnormal na phenomena sa panahon ng pagpapatakbo ng steel coil slitting machine, kabilang ang abnormal na hugis ng winding at sheet metal processing deformation. Ang artikulong ito mula sa KINGREAL STEEL SLITTER ay magbibigay ng detalyadong paliwanag kung paano lutasin ang mga karaniwang problema sa steel coil slitting lines upang matiyak ang mahusay na operasyon.
1. Soft Coil
-Kababalaghan: Dahil sa pagkaluwag, ang steel coil ay bubuo ng isang hugis-itlog na malambot na coil kapag ito ay tinanggal mula sa rewinding machine shaft.
-Solusyon: Tiyaking sapat ang tensyon sa simula ng paikot-ikot, pagkatapos ay dahan-dahang bawasan ang presyon habang lumalaki ang volume ng coil. Ang wastong pagsasaayos ng tensyon ay maaaring epektibong maiwasan ang paglitaw ng mga malambot na coil.
2. Hindi pantay na Paikot-ikot
-Phenomenon: Ang steel coil ay nagpapakita ng telescoping form na dulot ng maling paikot-ikot.
-Mga Sanhi at Solusyon:
A. Hindi sapat na pag-igting: Kung ang paunang pag-igting ay mababa, ang mga hindi pagkakapantay-pantay ay tiyak na lumabas sa panahon ng pagtatapos. Simula sa paikot-ikot, pinapayuhan na itaas ang pag-igting; unti-unting bawasan ito habang lumalaki ang volume ng coil.
B. Hindi balanseng tensyon: Ang mahinang cutting angle o guide misalignment ay maaaring magdulot ng mga mali-mali na haba sa bawat panig. Tiyaking nakahanay nang tama ang rewinding machine upang makatulong na mabawasan ang posibilidad ng mga pagkakaiba-iba ng tensyon; suriin ang mga setting nito.
C. Hindi magandang inner clamp engagement position: Ang hindi pantay na pakikipag-ugnayan ay nagdudulot ng mga pagbabago sa tensyon; ang posisyon ng separator ay kailangang muling ayusin upang matiyak ang pagkakapare-pareho.
D. Steel strip na umuugoy pakaliwa at pakanan sa loop: Ang paggamit ng malalambot na materyales gaya ng felt para idiin ay mabisang maiwasan ang pag-indayog.
E. Paghinto ng linya ng produksyon: Kapag nag-restart pagkatapos ng paghinto, dapat bigyang pansin ang pagbawi ng tensyon upang mapanatili ang matatag na presyon ng paikot-ikot.
F. Hindi wastong setting ng lapad ng separator: Tiyakin na ang lapad ng separator ay nakatakda nang naaangkop, sa pangkalahatan ay ang lapad ng natapos na produkto kasama ang kapal ng plato.
3. Inner Diameter Arching
-Kababalaghan: Sa panahon ng proseso ng paikot-ikot, ang steel coil ay biglang nagpapakita ng inner diameter arching kapag inalis mula sa rewinding machine.
-Sanhi: Karaniwan itong nauugnay sa labis na pag-igting ng paikot-ikot, lalo na kapag nagpoproseso ng mga makapal na plato.
-Solusyon: Ayusin ang presyon at tiyakin ang pantay na pag-igting upang maiwasan ang pag-arko sa panloob na diameter.
1. Parang Ahas na Baluktot (Sickle Bend)
-Phenomenon: Ang paggugupit ay nagiging sanhi ng pagyuko ng steel coil sa direksyon ng lapad.
-Mga Sanhi at Countermeasures:
A. Mga problema sa hilaw na materyal: Ang natitirang stress sa parent coil ay inilalabas pagkatapos ng paggugupit. Inirerekomenda na magsagawa ng stress relief treatment sa panahon ng pagproseso ng materyal.
B. Mga problema sa burr: Ang mga burr ay nagdudulot ng hindi pantay na kapal ng gilid. Panatilihin ang matutulis na kasangkapan sa panahon ng pagproseso upang maiwasan ang mga burr.
C. Hindi pantay na agwat ng talim: Tiyakin ang magkatulad na agwat ng talim upang maiwasan ang mga pagkakaiba sa pag-unat na dulot ng labis na malaki o maliit na mga puwang sa ilang mga lugar.
D. Single-sided tension ng recoiler: Panatilihin ang pare-parehong pangkalahatang tensyon, at ayusin ang mga separator at tension plate upang matiyak ang pare-pareho.
E. Masyadong masikip na mga gabay sa gilid: Ayusin ang mga gabay sa gilid nang naaangkop sa panahon ng slitting upang maiwasan ang sobrang higpit.
2. Edge Waves
-Phenomenon: Ang mga gilid ng steel strip ay nababago dahil sa pag-uunat.
-Mga Sanhi at Countermeasures:
A. Edge wave na dulot ng burr: Palakasin ang pagsubaybay sa burr at agad na hawakan ang mga ito.
B. Labis na presyon mula sa measuring roller: Ayusin ang mga parameter ng roller pressure upang maiwasan ang overstretching.
C. Side wear ng cutting tools: Para magarantiya ang cutting tool, madalas suriin ang cutting tool condition.
D. Pagkakaiba ng taas sa mga gabay sa gilid: Regular na suriin ang taas ng mga tool sa paggupit upang matiyak ang pagkakapare-pareho.
E. Pagsuot ng deflection roller bago ang recoiler: Regular na sukatin ang wear ng front roller upang matiyak ang pare-parehong tensyon.
3. Mga Lukot sa baywang
-Phenomenon: Sa pamamagitan ng mga creases ay lumilitaw sa lapad na direksyon ng steel plate.
-Mga Sanhi at Countermeasures:
A. Mga lukot na dulot ng slitting knife: Ayusin ang laki ng mga singsing na goma upang maiwasan ang mga ito na mahuli ng mga cutting tool.
B. Mga problema sa hugis ng hilaw na materyal: Gumamit ng three-roll leveling machine at magsagawa ng mga pagsusuri sa kalidad bago ang hakbang sa pagputol.
C. Mga problema sa pagpapalawak at pagkontrata ng drum: Siguraduhin ang magandang pagkakadikit sa pagitan ng steel strip at ng drum sa panahon ng proseso ng pagpapalawak at pagkontrata upang maiwasan ang hindi pagkakapantay-pantay.
4. Winding Marks
-Phenomenon: Ang hindi pagkakapantay-pantay ng ibabaw ng nagpapalawak at kumukunot na drum ng recoiler ay nakakaapekto sa kalidad ng paikot-ikot.
-Mga Countermeasures: Regular na siyasatin ang ibabaw ng lumalawak at kumukunot na drum at muling ayusin o palitan ito kaagad.
5. Mga kulubot
-Phenomenon: Lumilitaw ang mga wrinkles sa ibabaw ng steel plate.
-Mga Sanhi at Solusyon:
A. Mga isyu sa liner paper: Siguraduhin ang kalidad ng liner paper at iwasan ang magkapatong at kulubot.
B. Mga isyu sa singsing na goma: Regular na suriin ang estado ng mga singsing na goma upang matiyak na hindi maluwag ang mga ito.
C. Hindi wastong pagsasaayos ng tensyon: Palakasin ang pagsasaayos ng tension plate upang maiwasan ang mga wrinkles.
Kapag nag-troubleshootsteel coil slitting linemalfunctions, isang sistematikong diskarte ay dapat na pinagtibay. Karaniwang maaaring sundin ang mga sumusunod na hakbang:
-Pagre-record ng data: I-record ang operating environment, oras, at itakda ang mga parameter kapag nangyari ang malfunction.
-On-site na inspeksyon: Magsagawa ng visual na inspeksyon upang obserbahan ang katayuan ng paggana ng steel coil slitting machine.
-Makipag-ugnayan sa operator: Tanungin ang operator tungkol sa mga hakbang sa pagpapatakbo bago nangyari ang malfunction.
-Step-by-step na pag-troubleshoot: Isa-isang suriin ang mga potensyal na problema ayon sa pag-uuri ng fault sa itaas.
-Paggamit ng tool: Gumamit ng mga kinakailangang tool at instrumento para sa pagsukat at pagsasaayos.
Umaasa ang KINGREAL STEEL SLITTER na sa pamamagitan ng artikulong ito, mabisa mong haharapin ang iba't ibang problema sa pagpapatakbo ngsteel coil slitting lineat tiyakin ang matatag at tuluy-tuloy na produksyon. Ang regular na pagpapanatili at propesyonal na pagsasanay ay mahalagang mga hakbang din upang maiwasan ang mga malfunctions.