Ang isa sa mga pinakamahalagang kadahilanan para sa paggarantiyahan ng kalidad ng makitid na mga piraso ay tumpak na pagdulas. Kung hindi kinakalawang na asero, bakal, haluang metal na haluang metal, tanso, PPGI, malamig na gumulong, o mainit na gumulong, pinapanatili ang masikip na pagpapaubaya sa panahon ng pagdulas ay agad na konektado sa kalidad ng produkto, kahusayan sa pagproseso ng agos, at kasiyahan ng customer. Ang mga makitid na piraso ay maaaring tanggihan kahit na para sa maliit na pagkakaiba -iba sa lapad ng slit, mga depekto sa gilid, o mga pagbabago sa kurbada ng materyal.
Kaya, paano ka maayos na mapatakbo aLinya ng Strip StripUpang makamit ang masikip na pagpapahintulot? Sinusuri ng artikulong ito ang limang pangunahing aspeto: Pag -setup ng Strip Strip Sitting Machine, Pag -igting ng Pag -igting, Pag -configure ng Tool, Paghahawak ng Materyal, at Pagpapanatili ng Linya ng Strip Strip.

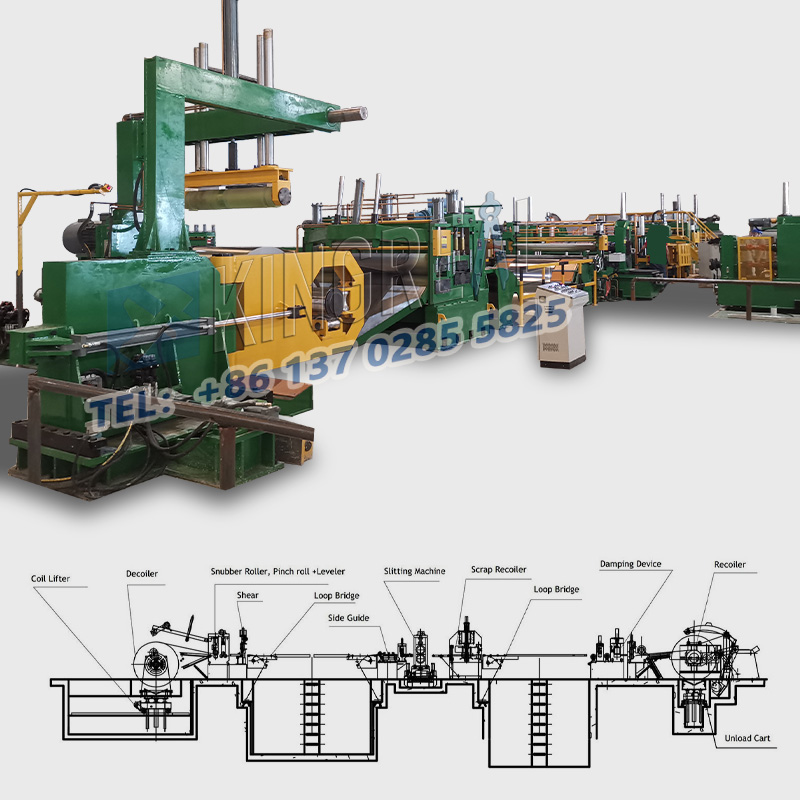
Ang paunang pag -setup ngSteel Strip slitting machineay pangunahing sa pagkamit ng pagdulas ng pagpapaubaya. Limang pangunahing aspeto ang dapat matugunan bago magsimula:
-Steel strip slitting line alignment: Bago tumakbo ang materyal, suriin ang pagkakahanay ng mandrel (upang matiyak ang tumpak na operasyon ng core), ang pagdulas ng axis (kahanay sa axis na hindi magagawang/rewind), at ang base ng bakal na slitting machine base. Ang mga tool sa pag -align ng laser ay ginagamit upang matiyak ang tumpak na pagpoposisyon ng sangkap upang maiwasan ang mga pagkakamali na dulot ng maling pag -misalignment.
-Magnetic core seleksyon at pag -install: Pumili ng isang pabilog, tuwid na magnetic core na may isang panloob na diameter na tumutugma sa bakal na slitting machine shaft. Tiyakin na ligtas itong mai -install upang maiwasan ang slippage o pagpapapangit. Ang mga pagkakamali sa pangunahing konsentrasyon ay maaaring maglakbay sa slitting siwang, samakatuwid ay nakompromiso ang kalidad ng gilid at katumpakan ng lapad.
-Tool Positioning: Tiyak na ayusin ang posisyon ng tool upang matukoy ang lapad na lapad ayon sa mga pagtutukoy ng order gamit ang isang metro ng pagkakalibrate o isang na -verify na digital na pagbabasa para sa linya ng pagbagsak ng bakal. Suriin bago magsimula upang matiyak na ang tool ay naka -lock sa lugar upang maiwasan ang paglilipat at maging sanhi ng paglihis.
-Roll Gabay: Ayusin ang paunang posisyon ng gabay upang isentro ang roll bago pumasok sa lugar ng pagdulas upang maiwasan ang hindi pantay na pag -igting at pagputol ng paglihis, tinitiyak ang dimensional na katatagan.
-Program Verification: Kung ang machine ng Strip Slitting Machine ay ma -program, kumpirmahin na ang tamang programa ay na -load at na ang mga parameter tulad ng curve ng pag -igting at pagbagsak ng bilis ay nakakatugon sa mga kinakailangan sa pagpapatakbo upang maiwasan ang mga error sa parameter na maaaring makaapekto sa mga pagpapaubaya.
 |
 |
Ang matatag na pag -igting ay susi sa pagdulas ng pagpapaubaya at nangangailangan ng pamamahala sa apat na pangunahing lugar:
-Tension Consistency: Panatilihin ang pantay na pag -igting sa buongSteel Strip slitting machineproseso, mula sa hindi pag -ibig, pagdulas, sa pag -rewind. Ang mga pagbabago sa lapad ng materyal, pag -unat, gilid ng ripples, bowing, at pagpaparaya ay lahat ay malubhang naapektuhan ng pagbabago ng stress.
-Zone control: Ang mga modernong linya ng bakal na strip ay may mga independiyenteng mga zone ng pag -igting para sa hindi pag -iwas, pagdulas, at pag -rewinding. Ang mga cell ng pag -load at mga regulator ng pag -igting ay dapat na regular na na -calibrate.
-Tension ay dapat itakda batay sa mga materyal na katangian: masyadong mababa ay maaaring humantong sa slippage at hindi magandang pagsubaybay; Masyadong mataas ay maaaring mabatak ang materyal, na nagiging sanhi ng pagpapapangit sa gilid.
-Pagtataya: Para sa mga naka -compress na materyales, ang isang mas mataas na pag -igting ay inilalapat sa core, unti -unting bumababa habang tumataas ang diameter ng roll upang matiyak ang isang matatag na roll nang hindi lumalawak. Ang hindi maayos na taper ay maaaring maging sanhi ng pinsala sa gilid, hindi pantay na paikot -ikot, at kompromiso na pagkakapare -pareho ng lapad.
-Material Kaalaman: Ang iba't ibang mga materyales ay nangangailangan ng iba't ibang mga diskarte sa pag -uunat. Ang pag -alam ng nababanat na modulus at lakas ng ani ng materyal ay mahalaga upang ang isang angkop na pamamaraan ng pag -igting ay maaaring nilikha upang maiwasan ang mga pagkasira ng materyal o paglabag sa pagpaparaya.
Ang mga setting ng tool ay matukoy ang kalidad ng hiwa at dimensional na kawastuhan, na nakatuon sa apat na pangunahing aspeto:
-Tool pagiging matalas: Ang isang mapurol na tool ay maaaring pisilin o mapunit ang materyal, na lumilikha ng mga burrs at paglabag sa pagpapahintulot. Upang mapanatili ang matalim na mga gilid, dapat itakda ang isang tool na patalas/kapalit na iskedyul batay sa mga tampok ng pagsusuot ng materyal at pag -ikot ng pagproseso.
-Tool Type at Sitting Paraan: Piliin ang mga tool batay sa mga kinakailangan sa materyal at gupitin. Pumili sa pagitan ng isang fly shearing (patuloy na high-speed), rotary shearing (high-precision), o naayos na paggugupit (pansamantalang maliit-batch) batay sa mga pangangailangan ng customer upang matiyak ang pagpapahintulot.
-Ang pag-optimize: Para sa mga razor-type na bakal na strip slitting machine, ayusin ang anggulo ng talim ayon sa materyal upang balansehin ang kalidad ng pagputol na may suot na tool. Fine-tune ang agwat at overlap sa pagitan ng tuktok at mas mababang mga blades para sa paggugupit na uri ng mga linya ng pagbagsak ng bakal (kumunsulta sa tsart ng tagagawa at isinasaalang-alang ang mga katangian ng materyal). Ang hindi maayos na agwat o overlap ay maaaring maging sanhi ng mga burr at magaspang na mga gilid.
-Operational katatagan: Tiyakin na angSteel Strip slitting machineAng talim ng karwahe ay kahanay sa axis ng talim at ang radial runout ng rotary blade ay nabawasan upang maiwasan ang mga marka ng "chatter" at hindi matatag na kalidad ng gilid.
 |
 |
Ang standardized na paghawak ng materyal ay maaaring maiwasan ang mga pagkakaiba-iba ng materyal na sapilitan na pagpapaubaya. Tumutok sa apat na pangunahing lugar:
-Joint integridad: Gumamit ng malakas, pantay na makapal na mga kasukasuan upang maiwasan ang magkasanib na kabiguan o labis na kapal na maaaring maging sanhi ng jamming ng kagamitan, pagbabagu -bago ng pag -igting, at pinsala sa gilid ng hiwa.
-Edge Guidance: Ginagamit ang mga aktibong gabay sa web upang matiyak na ang web ay nakasentro sa lugar ng pagdulas, na pumipigil sa paglihis ng web na nagreresulta sa hindi pantay na lapad at hindi magandang panlabas na kalidad ng gilid.
-Roll Handling: Gumamit ng mga cranes at shaft hoists upang mai -load at i -unload ang mga rolyo. Iwasan ang mga epekto o patak na maaaring makapinsala sa core at makakaapekto sa concentricity ngLinya ng Strip StripPag -install. Maingat na hawakan ang mga roll upang maiwasan ang pagkasira ng gilid at pagpapapangit.
-Calibration at Maintenance: Regular na i -calibrate ang mga sensor ng pag -igting, pag -load ng mga cell, at mga digital na sistema ng pagpoposisyon upang maiwasan ang mga error sa pagsukat na dulot ng mga uncalibrated na mga instrumento, na maaaring makaapekto sa mga setting ng parameter.
Ang pagpapanatili ay nagsisiguro na matatagLinya ng Strip StripAng katumpakan ng operasyon at pagpapaubaya sa pamamagitan ng pagtuon sa limang pangunahing lugar:
-Preventive Maintenance: Suriin ang pag -align ng sangkap, bearings, pag -igting ng sinturon, gear wear, at pneumatic/hydraulic system ayon sa iskedyul ng tagagawa, at matugunan agad ang mga potensyal na isyu.
-Lubrication Management: Lubricate ayon sa tinukoy na oras, dami, at uri upang maiwasan ang over-lubrication (hindi magandang pag-iwas sa init) o under-lubrication (mataas na alitan) na maaaring magdulot ng sangkap na pagsusuot at panginginig ng boses.
-Mga inspeksyon ng pagsusuot: Regular na suriin ang mga pangunahing sangkap tulad ng mga bearings, shaft, at gears, at agad na palitan ang anumang malubhang pagod na mga sangkap upang maiwasan ang panginginig ng boses, slippage, at maling pag -aalsa mula sa nakakaapekto sa mga pagpapaubaya.
-Calibration at Maintenance: Regular na i -calibrate ang mga sensor ng pag -igting, pag -load ng mga cell, at mga digital na sistema ng pagpoposisyon upang maiwasan ang mga error sa pagsukat na dulot ng mga uncalibrated na mga instrumento, na maaaring makaapekto sa mga setting ng parameter.
-Cleaning: Linisin ang bakal na strip slitting machine mula sa alikabok, grasa, at mga labi, lalo na sa paligid ng mga bearings, gabay sa mga riles, at sensor, upang matiyak ang maayos na operasyon at mapadali ang pagtuklas ng problema.