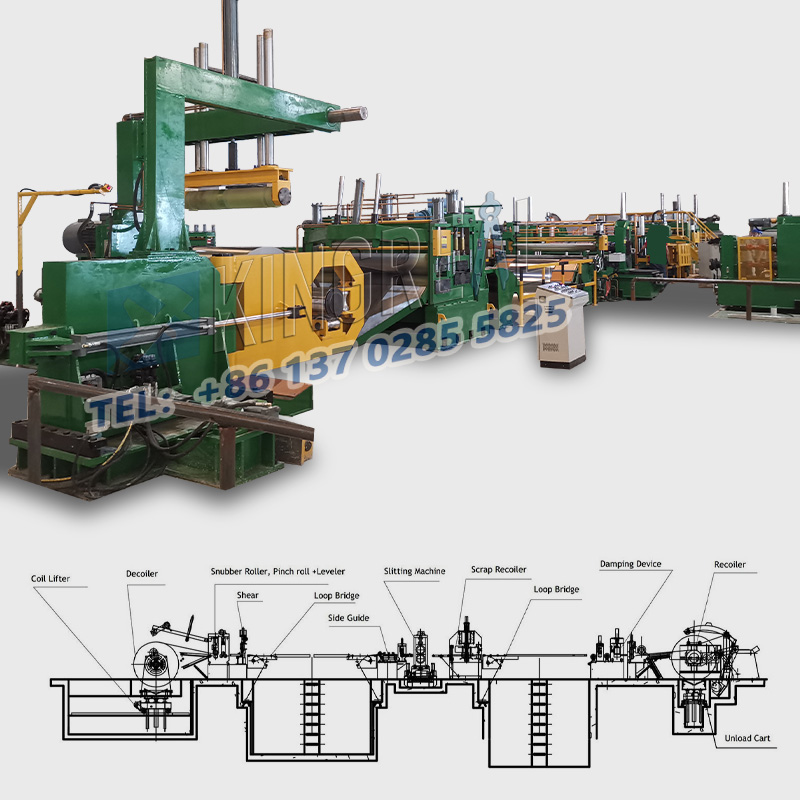
Hindi kinakalawang na asero na pinutol sa mga linya ng habaay malawakang ginagamit sa industriya ng metalworking para sa katumpakan na paggugupit ng iba't ibang mga coils ng metal, kabilang ang bakal, hindi kinakalawang na asero, aluminyo, bakal, malamig na pinagsama, mainit na rolyo, at PPGI.
Sa kabila ng kanilang mahusay na pagganap sa paggawa, ang hindi kinakalawang na asero na gupitin sa haba ng mga makina ay maaari pa ring makaranas ng pagputol ng paglihis sa panahon ng operasyon.
Ang artikulong ito ay magsusumikap sa pag -aayos ng pagputol ng paglihis sa hindi kinakalawang na asero na pinutol hanggang sa mga linya ng haba mula sa tatlong pananaw: mekanikal na istraktura, control program at mga parameter, at pagiging tugma ng materyal at proseso.

(1) Magmamaneho ng sangkap na magsuot
SaHindi kinakalawang na asero na pinutol sa haba ng mga makina, Ang pagsusuot ng mga sangkap ng drive ay isang karaniwang sanhi ng pagputol ng paglihis.
Ang mga gears, sprockets, at iba pang mga sangkap ng drive na matagal nang gumagana ay maaaring magsuot, na nagreresulta sa nabawasan na kawastuhan ng pagpapakain at, dahil dito, naapektuhan ang mga sukat ng pagputol.
Ang mga sintomas ng hindi kinakalawang na asero ay pinutol sa pagkabigo ng linya ng haba: halimbawa, sa isang pabrika ng mga bahagi ng automotiko, ang mga gears ng drive ng isang hindi kinakalawang na asero na pinutol sa haba ng makina na nakaranas ng 30% na pagsusuot. Kapag patuloy na pagputol ng 5mm makapal na mga plate na bakal, ang dimensional na pagbabagu -bago ay umabot sa 0.3mm, na lumampas sa katanggap -tanggap na saklaw na ± 0.2mm.
Solusyon: Upang matugunan ang isyung ito, inirerekomenda ang regular na inspeksyon ng mga sangkap ng drive. Kung ang pagsusuot ng gear ng ngipin ay lumampas sa 15% o ang pagpahaba ng chain ay lumampas sa 2%, dapat silang mapalitan kaagad.
Kasabay nito, ang ratio ng paghahatid ay dapat na mai -calibrate upang maibalik ang kawastuhan ng paghahatid ng mekanikal. Ang panukalang ito ay maaaring makabuluhang mapabuti ang pagputol ng katatagan at kawastuhan.
(2) clearance ng riles ng gabay sa tool
Ang pagtaas ng clearance sa pagitan ng toolholder at gabay na riles ay isang makabuluhang kadahilanan na nag -aambag sa pagputol ng paglihis. Sa paglipas ng panahon, ang gabay ng toolholder ay nagsusuot ng riles dahil sa matagal na paggalaw ng paggalaw, at maaaring tumaas ang clearance na ito, na nakakaapekto sa katatagan ng tooler.
Ang mga sintomas ng hindi kinakalawang na asero na pinutol sa kabiguan ng linya ng haba: sa ilalim ng normal na mga pangyayari, ang clearance sa pagitan ng toolholder at gabay na riles ay dapat na mas mababa sa 0.05mm. Ang labis na clearance ay maaaring maging sanhi ng wobble ng toolholder sa panahon ng pagputol, na nagreresulta sa pagbabagu -bago sa laki ng cut sheet.
Solusyon: Gumamit ng isang feeler gauge upang suriin ang clearance. Kung lumampas ito sa karaniwang halaga, ayusin ang insert ng gabay sa riles o palitan ang nasira na gabay sa riles ng riles. Ang isang pabrika ng hardware ay nabawasan ang pagputol ng paglihis mula sa 0.25mm hanggang 0.08mm pagkatapos ng pagsasaayos na ito, na nagpapakita ng pagiging epektibo ng pagsasaayos na ito.
(1) Mga error sa lohika ng programa
SaHindi kinakalawang na asero na gupitin sa haba ng makinaAng mga operasyon, ang mga error sa lohika ng programa ng PLC ay isa ring karaniwang sanhi ng pagputol ng paglihis. Ang disordered na tiyempo ng mga tagubilin sa feed at pagputol sa programa ay maaaring mag -trigger ng pagputol bago ganap na pinakain ang materyal, na nagreresulta sa pag -undercutting.
Ang mga pagpapakita ng hindi kinakalawang na asero na gupitin hanggang sa pagkabigo ng haba ng linya: halimbawa, sa ilang mga kaso, ang pagputol ay nagsisimula bago ang materyal ay ganap na pinakain, na direktang nakakaapekto sa pagputol ng kawastuhan.
Solusyon: Inirerekomenda na gumamit ng mga diagnostic ng programa upang masubaybayan ang katayuan ng I/O point at muling ayusin ang lohika na "feed-detect-cut". Bilang karagdagan, magdagdag ng mga tagubilin sa pag -verify ng pagkaantala upang matiyak ang kawastuhan ng pagkakasunud -sunod ng pagkilos. Ang pag -optimize na ito ay makabuluhang mapapabuti ang katatagan ng operating ng hindi kinakalawang na asero na gupitin sa haba ng makina.
(2) Hindi tumpak na mga setting ng parameter
Ang hindi tumpak na mga setting ng parameter ay isang makabuluhang kadahilanan na nakakaapekto sa pagputol ng kawastuhan ng hindi kinakalawang na asero na pinutol sa mga linya ng haba. Ang mga maling parameter ng haba ng feed o mismatched cutting at bilis ng feed ay maaaring humantong sa pinagsama -samang mga paglihis.
Ang mga sintomas ng hindi kinakalawang na asero na gupitin hanggang sa haba ng pagkabigo ng makina: halimbawa, kung ang haba ng feed ay nakatakda sa 100mm ngunit ang aktwal na haba ng feed ay 99.5mm, ang pangmatagalang operasyon ay magreresulta sa makabuluhang dimensional na paglihis.
Solusyon: I -recalibrate ang bilang ng pulso ng feed (ang bilang ng mga pulses bawat milimetro) at ayusin ang bilis ng paggupit batay sa kapal at materyal ng plato. Para sa makapal na mga plato, inirerekomenda na itakda ang bilis ng paggupit nang hindi hihigit sa 30 beses/minuto, habang para sa manipis na mga plato, maaari itong umabot ng 60 beses/minuto.
Matapos iwasto ang mga parameter, ang isang hindi kinakalawang na asero na pagproseso ng halaman ay nakamit ang isang pinagsama-samang paglihis ng mas mababa sa 0.1mm para sa isang 10-metro-haba na plato, na nagpapakita ng kahalagahan ng pagwawasto ng parameter.
(1) Hindi pantay na stress ng plate
Kapag pinuputol ang hindi kinakalawang na asero plate, ang hindi pantay na stress ay maaaring maging sanhi ng springback pagkatapos ng pagputol, na nakakaapekto sa pangwakas na katatagan ng dimensional.
Ang mga sintomas ng hindi kinakalawang na asero na gupitin hanggang sa pagkabigo ng haba ng linya: halimbawa, ang rate ng springback ng malamig na rolyo na plato ay maaaring kasing taas ng 1-2%, na maaaring maging sanhi ng dimensional na pag-urong pagkatapos ng pagputol.
Solusyon: Inirerekomenda na magsagawa ng kaluwagan ng stress sa sheet metal, tulad ng pag-level o pag-iipon, o upang mabayaran ang springback sa programa (pagtatakda ng isang halaga ng kabayaran na 0.1-0.3mm depende sa materyal). Matapos ang kabayaran, nakamit ng isang cold-roll sheet mill ang isang pagputol ng sukat ng paglihis ng ≤0.1mm, tinitiyak ang pagputol ng kawastuhan.
(2) Pagbabago ng pag -igting ng pag -igting
Ang katatagan ng tensyon ng feed ay direktang nakakaapekto sa pagputol ng kawastuhan. Kung ang pag -igting ng feed roller ay hindi matatag, ang sheet metal ay maaaring madulas o kulubot sa panahon ng pagpapakain, na nagreresulta sa hindi makontrol na mga sukat ng pagputol.
Ang mga sintomas ng hindi kinakalawang na asero na pinutol hanggang sa pagkabigo ng haba ng linya: Ang pagkabigo ng kontrol sa pag -igting ay maaaring humantong sa hindi pantay na pagpapakain, na kung saan ay nakakaapekto sa kalidad ng pagputol.
Solusyon: Inirerekomenda na siyasatin ang sistema ng control control. Ang mga pneumatic tensioner ay nangangailangan ng kapalit ng selyo, habang ang mga hydraulic tensioner ay nangangailangan ng pag -calibrate ng sensor ng presyon. Matapos ang mga pagsasaayos, ang isang bakal na gilingan ng bakal ay nabawasan ang pagbabagu -bago ng pag -igting mula sa ± 5% hanggang ± 1%, na epektibong mapabuti ang kawastuhan ng pagputol.
 |
 |
 |
Sa pagpapatakbo ngHindi kinakalawang na asero na pinutol sa haba ng mga makina, ang pagputol ng paglihis ay madalas na sanhi ng isang kumbinasyon ng mga kadahilanan. Ang isang komprehensibong pagsisiyasat na nakatuon sa mekanikal na istraktura, mga programa ng kontrol at mga parameter, at pagiging tugma ng materyal at proseso ay maaaring epektibong matukoy ang mga problema at ipatupad ang mga naka -target na pag -aayos.
Sa pamamagitan ng regular na pagpapanatili ng mga sangkap ng paghahatid, pag -optimize ng lohika ng programa, tumpak na pag -aayos ng mga parameter, at pag -adapt sa mga materyal na katangian, ang mga tagagawa ay maaaring mabawasan ang pagputol ng mga paglihis at matugunan ang mahigpit na mga kinakailangan sa pagputol ng katumpakan ng mga industriya tulad ng mga bahagi ng automotiko at hardware.
Sa pamamagitan lamang ng patuloy na pagpapabuti ng bawat aspeto ng isang hindi kinakalawang na asero na hiwa sa linya ay maaaring manatiling matagumpay sa mabangis na merkado ng mapagkumpitensya.
Inaasahan namin na ang pagsusuri at mga mungkahi sa artikulong ito ay magbibigay ng epektibong mga diskarte sa pag -aayos at solusyon para sa mga kaugnay na industriya.