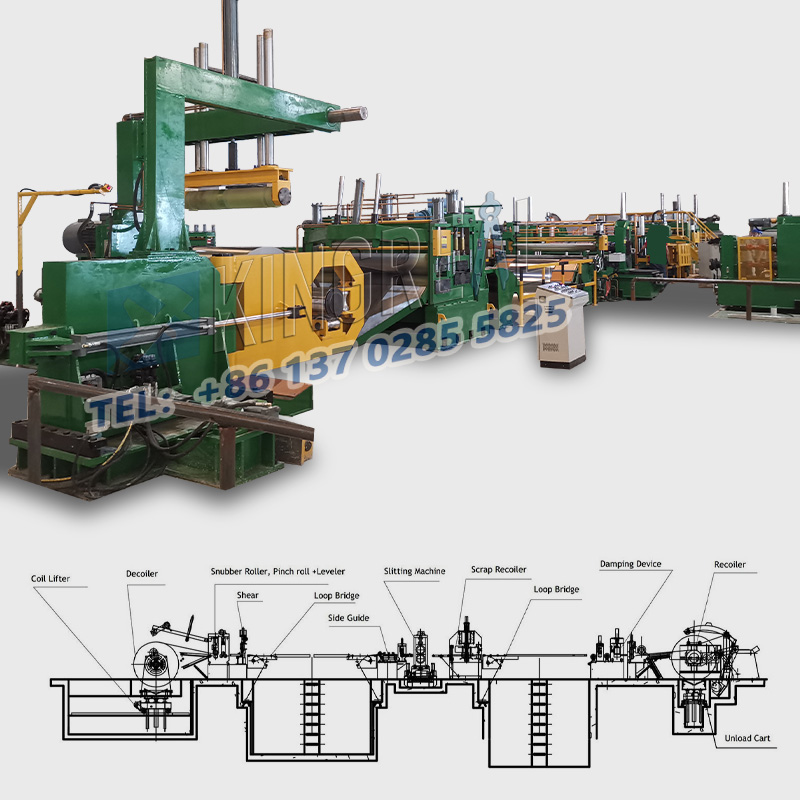
(I) Pag -calibrate ngMalakas na sukat na gupitin sa linya ng habaAng mga pangunahing sangkap
Feed roller katumpakan:
Regular na suriin ang parallelism ng roller surface, ang error ay dapat kontrolin sa loob ng ≤0.05mm/m, at gumamit ng isang feeler gauge upang masukat ang agwat sa pagitan ng roller surface at ang plate na ibabaw. Kung ang pagsusuot ay lumampas sa 0.1mm, kailangan itong maging lupa o mapalitan; Gumamit ng isang laser interferometer upang ma-calibrate ang servo motor encoder, at ang katumpakan ng pagpoposisyon sa feed ay dapat na ≤+0.1mm sa panahon ng high-speed cutting.
Scissor Blade Calibration:
Ang paralelismo ng itaas at mas mababang blades ay kailangang mapanatili sa 0.02-0.05mm, na maaaring makita ng feeler gauge at dial indicator: Ang agwat sa pagitan ng mga blades ay nababagay ayon sa kapal ng plato, halimbawa, ang agwat sa pagitan ng manipis na mga plato (≤2mm) ay 0.01-0.03mm, at ang agwat sa pagitan ng daluyan at makapal na plato (2-6mm) ay 0.03-0.08mm;
Ang error sa vertical ng talim ay ≤0.03mm/100mm. Kung lumampas ito sa pagpapaubaya, ang verticality ng may -hawak ng tool ay kailangang ayusin ng shim.
(Ii) Pang -araw -araw na Pagpapanatili ng Malakas na Gauge Cut sa Haba Machine
Lubrication System para sa Malakas na Gauge Cut To Length Line: Suriin ang antas ng langis ng gearbox bawat linggo, kontrolin ang temperatura ng langis ng sistema ng presyon ng alon sa 40-60 ℃, at mag-apply ng isang espesyal na pagputol ng likido na may lagkit na 32-46CST sa gabay na riles araw-araw.
Elektrikal na sistema para sa mabibigat na gupitin na gupitin sa haba ng makina: punasan ang encoder, grating na pinuno at iba pang mga sensor na may alkohol tuwing quarter, at palitan ang motor carbon brush kapag ito ay isinusuot ng higit sa 1/3; Mga bahagi ng pangkabit: Regular na suriin ang tAng orque ng may hawak ng tool at mekanismo ng pagpapakain, halimbawa, ang metalikang kuwintas ng M12 bolt ay kailangang mapanatili sa 80-100N · m.

(I) Pagtutugma ng bilis ng pagputol at bilis ng pagpapakain
Ang mga bilis ng mga plato ng iba't ibang mga materyales at kapal ay kailangang ayusin nang naaayon: malamig na gumulong bakal na mga plato (0.5-3mm) bilis ng pagputol 30-80m/min, bilis ng pagpapakain ng 25-70m/min, ang sistema ng paglamig ay kailangang i-on sa panahon ng high-speed cutting; hindi kinakalawang na asero plate (1-5mm) bilis ng pagputol 15-40m/min, bilis ng pagpapakain ng 10-35m/min, at ang talim ay kailangang pinahiran ng patong ng lata; Ang aluminyo alloy plate (0.8-4mm) bilis ng pagputol 40-100m/min, bilis ng pagpapakain 35-90m/min, ginagamit ang spray cutting fluid lubrication.
. Force: Nababagay ayon sa kapal ng plato, 2-3KN para sa 1mm plate, 2-3KN para sa 3mm plate 5-7KN, real-time na pagsubaybay sa pamamagitan ng sensor ng presyon, hindi sapat na presyon ay madaling maging sanhi ng plate warping.

(I) Mga pamantayan sa pagtanggap para sa mga coil/plate
Flatness: bakal plate side baluktot ≤1mm/m, waviness ≤3mm/2m, ang out-of-tolerance ay kailangang i-leveled bago i-cut:
Hardness Deviation: Ang pagkakaiba -iba ng mga plato sa parehong batch ≤15hb, random na inspeksyon sa Rockwell Hardness Tester, hindi pantay na katigasan ay hahantong sa hindi pantay na pagsusuot ng talim.
(Ii) blangko na pagpapanggap
Paglilinis ng Surface: Alisin ang mga mantsa ng langis at scale ng oxide (maaaring punasan ng acetone o mekanikal na makintab), ang natitirang mga impurities ay magpapalubha ng blade wear; Coil Unwinding Tension: Ayusin ayon sa kapal, 0.5mm plate tension 50-80N/mm, 2mm plate 150-200N/mm, ang hindi sapat na pag-igting ay madaling maging sanhi ng pagpapakain ng slippage.

(I) Mga puntos ng pagsasanay sa pre-job para saMalakas na sukat na gupitin sa linya ng haba
Pagsasanay sa Pagtatakda ng Parameter: Alamin na maunawaan ang mga "bilis-Gap-Pressure" na mga patakaran ng pagtutugma ng iba't ibang mga materyales, halimbawa, kapag pinuputol ang 3mm hindi kinakalawang na asero, ang talim ng blade 0.05mm, pagpindot ng puwersa 6KN; Alamin na gumamit ng mga awtomatikong setting ng tool tulad ng mga instrumento sa setting ng tool ng laser, katumpakan ng setting ng tool ≤0.02mm.
Ang hindi normal na kakayahan sa paghuhusga para sa mabibigat na gauge gupitin sa haba ng makina: itigil ang mabibigat na gupit na gupit sa haba ng linya upang suriin ang gilid ng talim kapag naririnig ang hindi normal na ingay tulad ng blade banggaan; Kapag ang burr sa cut surface ay lumampas sa 0.1mm, hatulan kung ito ay blade wear o masyadong malaking puwang.
(ii) Standardisasyon ng proseso ng operasyon para sa mabibigat na gupit na gupitin sa haba
Start-up preheating: Patakbuhin ang walang laman para sa 10-15 minuto upang gawin ang pagbabagu-bago ng temperatura ng parehong sistema ng serbisyo ≤2 ℃ at maabot ang thermal katatagan;
Unang piraso ng tatlong inspeksyon: Matapos i -cut ang unang piraso, gumamit ng isang vernier caliper na may katumpakan na 0.02mm upang masukat ang laki, isang tagapagpahiwatig ng dial upang makita ang flatness, at biswal na suriin ang mga burrs.

(i) Ang paraan ng pagtuklas ng online para saMalakas na sukat na gupitin sa linya ng haba
Sinusubaybayan ng Photoelectric sensor ang haba ng pagpapakain sa real time, at awtomatikong mga alarma kapag ang paglihis ay lumampas sa ± 0.3mm: sinusubaybayan ng infrared thermometer ang temperatura ng talim, at nagsisimula ng paglamig ng tubig o pag -cool na pinipilit na paglamig kapag lumampas ito sa 120 ℃ c.
)
Laki ng Haba: Pinapayagan na error kapag ≤1000mm ± 0.5mm, gumamit ng isang vernier caliper upang sapalarang suriin ang 1 piraso para sa bawat 50 piraso; Diagonal Deviation: 1000mmx1000mm Plate Pinapayagan na paglihis ≤1mm, gumamit ng isang panukalang bakal na tape na may isang parisukat na pinuno upang random na suriin ang 5% ng bawat batch: BURR Taas: manipis na plato ≤0.05mm, gumamit ng isang mikroskopyo (magnitude 50 beses) upang suriin ang una at huling mga piraso ng bawat shift: pagputol sa ibabaw ng verticalidad: pinapayagan na paglihis ≤0.5 °, gumamit ng isang joler ng random na sapalaran na suriin ang 1 oras.
(Iii) Mga solusyon sa karaniwang mga problema sa kalidad para sa mabibigat na gupit na gupit hanggang sa linya
Sukat sa labas ng pagpapaubaya: Kung dumulas ang feed roller, ayusin ang pag -igting o palitan ang pagod na roller; Kung nabigo ang servo motor encoder, gumamit ng isang oscilloscope upang makita ang signal ng pulso at palitan ang mga nasirang bahagi.
Ang pagputol ng burr ng ibabaw ay lumampas sa pamantayan: Kapag ang radius ng gilid ng talim ay> 0.03mm, kailangan itong muling mabighani sa ≤0.01mm; Basahin ang blade gap sa karaniwang halaga.

Temperatura ng workshop at halumigmig: Ang temperatura ay kinokontrol sa 15-30 ℃, kahalumigmigan ≤60% RH, maiwasan ang rusting ng plato dahil sa mahalumigmig na kapaligiran;
Mga panukalang anti-seismic: Pagbubuhos ng kongkreto na may kapal ng ≥300mm para sa pundasyon ng kagamitan, malayo sa mga mapagkukunan ng panginginig ng boses tulad ng mga pagpindot sa suntok (pagbilis ng panginginig ng boses ≤0.5g); Kaligtasan ng Kaligtasan: Oras ng pagtugon sa pindutan ng Emergency Stop ≤0.5 segundo, angMalakas na gauge gupitin sa haba ng makinaAwtomatikong pinapagana kapag naka -on ang proteksyon.